
服务热线
13832895888
欢迎访问唐山市广东会贵宾厅钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:jryunying.com
地址:唐山市路南区女织寨村南

根据图纸尺寸将 C 型钢(或方通)用砂轮切割机截成合适要求的长度,然后焊接骨架。焊接工序使用交流弧焊机、E43 系列,为防止咬肉和焊头等缺陷,采用小电流及较小直径焊条(2.5-3.0mm)施焊。并使用辅助夹具和卡具,保证结构的几何尺寸的准确。钢骨架用水准仪配合钢丝线进行检测矫正。制作过程中应随时测量及矫正,变形要控制在允许范围之内。骨架和支托盘面焊接在一起,骨架制作可将骨架拼装焊接一部分,然后抬到支托盘上焊接牢固,也可直接在支托盘上拼装焊接,同一坡度方向的骨架应在一个面上。骨架制作安装好后,应清除骨架表面上尘土、铁屑、油污等。根据图纸要求,再补刷防锈漆,待防锈漆彻底干透后,然后再刷面漆及保护漆等。对于屋面的金属骨架,涂装一般采用手工刷涂和空气喷涂法两种。

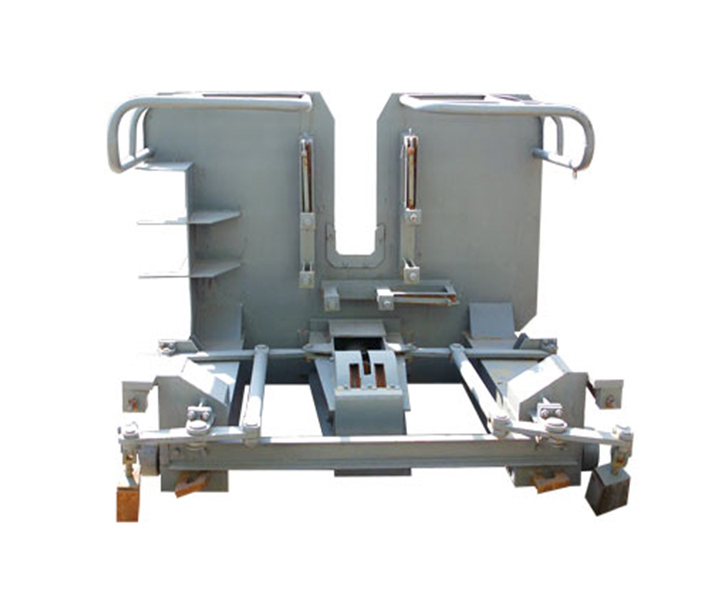
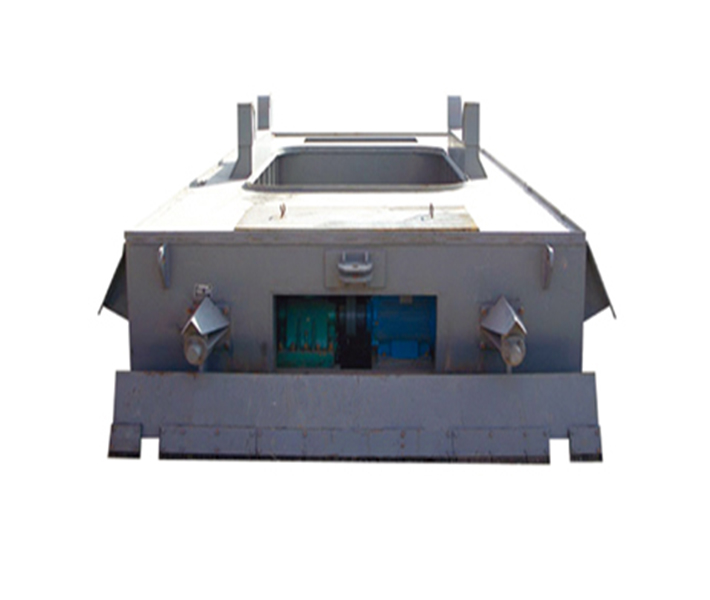
钢水包结构特点:结构形式有塞杆式及滑动水口式,龙门架配有脱勾式及轴承式两种,其中塞杆式钢包的升降机构中置有滑杆间隙消除机构,以保证多次使用后,塞杆中心与水口中心的一致性。使用维护1、按图中参考尺寸砌耐火砖,砖缝用耐火泥嵌封。2、使用前应仔细检查各联结部位是否牢固,各受力部位有无裂纹及松动现象,传动部位是否灵活可靠,在明确浇包没有任何损伤后,严格按操作规程使用。3、塞杆式钢水包应调节煞铁螺栓,进行对中调试。滑动水口式钢水包应调节水口螺栓,使两滑动面接触良好。4、脱钩式龙门架应在起吊时检查两吊勾是否处于工作状态。5、承接钢水起吊前,应将大卡板锁定,使用时应注意各部分是否处于正常状态,如发现异常情况应立即停机检修。6、各传动机构、滑动部位应保证润滑良好,经常注油润滑。7、浇包大修期 2 年,其工作时间不超过 5500 小时,同进在大修期内应该常检查各机件的磨损情况。
为消除对大气环境的污染,必须进一步做好烟尘处理,积极采用干法除尘技术,节约水资源。回收能源介质的高效利用都有许多项目需要认真研发。努力将炼钢厂建设成为无污染、零排放的绿色工厂3.2、吹炼终点动态控制技术终点控制是炼钢操作的技术关键。国内钢铁企业多采用人工经验控制,无法满足洁净钢和高品质钢种生产的质量要求。因此,尽快采取措施提高炼钢终点的控制精度和命中率已成为当前国内炼钢生产中迫切需要解决的技术问题。提高转炉炼钢终点控制水平的关键技术主要有以下两点。1)优化复吹工艺,促进钢渣平衡,稳定终点操作; 2)采用计算机终点动态控制技术,实现不倒炉出钢及提高出钢口寿命,缩短出钢时间,进而缩短转炉辅助作业时间,也是提高转炉生产效率的重要技术措施。3.3转炉高效吹炼工艺 近年来,国内各大钢企陆续开展了提高转炉生产效率,加大供氧强度,实现平稳吹炼的技术研究,并开发出一整套转炉高效冶炼技术,使转炉生产效率大幅提高。采用以下技术有利于进一步提高供氧强度,从而使转炉生产效率得到提高。1)提高我国转炉底吹搅拌强度,优化底吹搅拌工艺,保证全炉役内底吹效果,并结合该工艺进行转炉长寿技术研究;2)大幅减少渣量,对于少渣冶炼转炉,由于渣量减少可大幅提高供氧强度;3)优化改进氧枪结构,加快研发集束氧枪在转炉中应用、CO2和高比例CaCO3在转炉生产中的应用等全新工艺与装备,提高喷枪化渣速度,减少熔池喷溅和避免产生大量FeO粉尘是大幅提高供氧强度的关键。1)我国小型转炉目前还有相当大的比例,与精炼、连铸的匹配关系还有待优化。
钢铁行业的生产有三个流程鹤壁优质转炉烟道制作,即高炉转炉流程、电炉流程、特种熔炼。高炉、转炉流程称为长流程,生产的钢称为转炉钢,它是以铁矿(590, -14.50, -2.40%)石和焦炭(1872, -37.50, -1.96%)为主要原料冶炼成铁水,再由转炉冶炼成钢;电炉流程称为短流程,生产的钢称为电炉钢,它以废钢为主要原料冶炼成钢。1工艺技术的比较分析转炉流程和电炉流程是钢铁冶金行业两个主要流程,其在炼钢方面的主要差别在于:鹤壁优质转炉烟道制作1) 所用主要钢铁料不同。转炉炼钢主要以铁水为主要原料,还有一般15%左右的废钢,近一年多时间,由于废钢价格低,吨钢利润较高为转炉炼钢用高比例的废钢消耗提供了条件,废钢消耗比例大幅提高,有的甚至高达40%,但存在转炉内热量不足的问题,解决转炉内热量问题是提高废钢比的关键;电炉炼钢主要以废钢为主要原料,还有铁水(生铁)、直接还原铁,脱碳粒铁、碳化铁及复合金属料等废钢替代品。2) 主要能源不同。转炉炼钢主要是铁水的物理热和化学热;电弧炉炼主要是电弧的物理热,废钢预热的物理热、加铁水带来的部分物理热和化学热。3) 主要操作目标不同。转炉炼钢是在给定的时间内完成脱碳、脱磷及温度控制的冶金操作,实现成份(碳、磷)及温度的命中;电炉炼钢是在全废钢的条件下,在给定的时间内完成废钢的升温、熔化和过热等,加铁水等废钢替代品的情况下,也有部分脱碳的要求。另外电弧炉炼钢可分别控制成分和温度。4) 工艺技术进步的方向不同。转炉炼钢主要是通过包括提高供氧强度的高效吹炼技术、碳及温度中率的全自动化吹炼技术、鹤壁优质转炉烟道制作不倒炉出钢的快速出钢技术、采用炉外处理和铁水预处理减轻转炉冶金负荷等措施,实现转炉生产高效化;通过接近平衡的冶炼工艺、高效脱磷工艺、出钢挡渣技术,实现产品的洁净化,通过少渣冶炼与炉渣返回、使用合金元素熔融还原(Cr、Mn)矿、干法除尘用水减量化,煤气余热回收等技术,实现低成本及负能炼钢。电炉炼钢主要是通过强化供能(包括强化供电和辅助能源),采用“环境友好型” 废钢预热系统预热废钢和加铁水工艺,增加物理热和化学热;采用不开炉盖及出钢时仍能通电的连续冶炼技术,有效地减少非通电时间;50%左右或更高的大留钢量平熔池冶炼技术,减少冶炼过程电弧辐射对耐火材料的损害;降低电极消耗。以上技术的应用,缩短冶炼周期,实现高效化生产,降低吨钢能耗。5) 冶金质量方面的差异。钢中的残余元素(Cu、Ni、Mo、As、Sb、Bi、Sn)不同,电弧炉炼钢由于废钢多次循环使用,造成钢中残余元素含量高;钢中氮含量不同,电弧炉炼钢由于电弧区空气电离增氮及原料中氮含量高,造成钢中氮含量高。

高炉内型特征是:矮胖炉型,减少炉腹角和炉身角,加大死铁层深度;高炉有效容积为3200㎡;采用立式大构架结构,框架柱间距18m×18m;炉体框架平台由一层炉顶平台、一层炉底平台和五层炉身平台组成,各平台之间设有双向走梯。高炉本体是整个炼铁系统最主要设备,发生事故频率高,事故类型多,在实际生产中为危险重点控制对象。其主要危险有害因素如下:(1)火灾、爆炸采集者退散a.开氧气者在氧气阀门附近抽烟或周围有人动火,可能发生火灾。b.风口、渣口及水套,密封性不好,引起煤气泄漏,在有火星、火源的情况下,可能发生火灾、爆炸事故。c.在停电断水情况下,由于事故供水不及时,致使炉内温度过高,发生炉体开裂,引起火灾。d.炉顶压力过高又无法控制,可能导致,炉体爆炸,并引起火灾。e.高炉停吹氧气,可能造成火灾、爆炸事故。f.在高炉休风、检修、停电、停水情况下,由于误操作,可能发生火灾爆炸事故。

高炉成本: 铁水成本=(1.6×铁矿石+0.45×焦炭)/0.9=2310.5 粗钢吨制造成本=(0.96×生铁+0.1×废钢)/0.82=3017.17 螺纹钢的轧制成本为150元/吨 螺纹成本=3017.17+150=3167.17元 电炉成本: 假设废钢的使用量占到70%,铁水占30%,1.13吨原料出一吨钢 1.13*(0.7*2560+0.3*2310.5)=2808.2元/吨 辅料=890 螺纹钢的轧制成本为150元/吨 螺纹成本=3848.2 上面电炉钢的辅料里电极用的是吨钢3kg,均价150/kg,如果调整到电极2kg/吨那么上面电炉成本是 辅料=740 螺纹钢的轧制成本为150元/吨 螺纹成本=3698.2元 一吨电炉钢使用具体多少电极没有同一的标准。以上成本数据里面没有包含人工及三项费用成本,铁矿石695,焦炭2150,废钢2560这些都是1月5日的数据。 上面高炉和电炉成本的计算公式参考的,我的钢铁网2013-09-26的文章《从电炉炼钢成本看废钢现状》里的计算公式。

