
服务热线
13832895888
欢迎访问唐山市广东会贵宾厅钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:jryunying.com
地址:唐山市路南区女织寨村南

我国“负能炼钢”技术的迅速发展得益于以下三方面: 一是炼钢工艺结构的优化。随着国内新建100吨以上大、中型转炉的增多,配备了煤气、蒸汽回收与余热发电等设施,为“负能炼钢”打下设备基础;二是“负能炼钢”工艺不断完善,多数钢厂已掌握“负能炼钢”的基本工艺;三是2005年,国家统计局将电力折算系数调整为电热当量值(即1kWh=0.1229kg)替换原来沿用的电煤耗等价值(即1kWh=0.404kg)。炼钢能耗统计值降低,利于实现“负能炼钢”。重点企业转炉煤气吨钢回收量由2010年的平均81m3/t提高到2014年的106m3/t。近几年,我国转炉蒸汽回收量有很大提高,但蒸汽回收量和压力差别较大;先进的回收量已达到100kg/t以上、压力可达2.5-4MPa,用于钢水真空处理、发电或并入蒸汽管网。 1.5、转炉使用寿命进一步提高 炉龄是转炉炼钢的重要技术指标,提高炉龄在降低生产成本的同时,也提高了转炉生产效率。溅渣护炉的基本原理是利用高速氮气将成分调整后的剩余炉渣喷溅在炉衬表面,形成溅渣层。溅渣层抑制了炉衬表层的氧化,减轻了高温炉渣对砖表面的冲刷侵蚀。采用溅渣护炉工艺后,当炉衬残砖厚度侵蚀至500mm左右时,炉壁冷却与炉内钢渣对炉衬的导热基本实现了动态平衡。此时,炉衬与溅渣层的结合层很难被进一步熔损。在溅渣条件下炉衬基本为“零熔损”,即随炉龄增加,炉衬厚度基本保持不变。国内钢厂据此研发出了长寿转炉生产工艺,进而使转炉炉龄达到30000炉以上,炉役期和产钢量同步增长,耐火材料消耗和吨钢成本也相应降低。

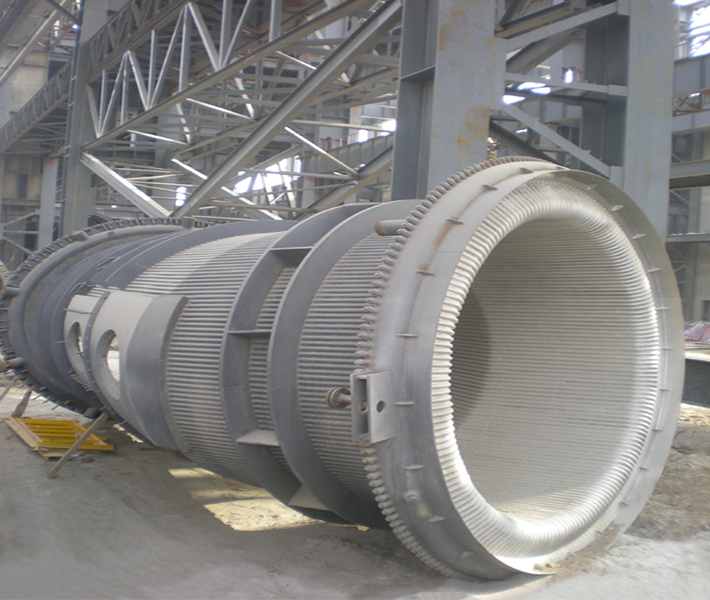
钢、铁一般都采用高温冶金方法冶炼。钢铁冶炼机械包括炼铁的高炉及其配套机械、炼钢的平炉和转炉、电弧炉、炉外精炼设备、铸锭设备以及冶金车辆等。高炉及其配套机械 将铁矿石或人造富矿连续炼成生铁的鼓风竖炉称为高炉。它的外形像一个坚式的圆筒,由耐火材料及金属壳体组成,为高炉及其配套机械的布置。原料从贮矿槽经称量后由高炉机械的料斗或带式输送机送到炉顶,分批均匀地置入炉内。经热风炉预热的空气由风口鼓入炉内,使燃料燃烧加热炉料并使之分解和还原,从而得到生铁。铁水从出铁口放出,经铁水沟和流嘴进入铁水罐中,运往钢厂或由铸铁机铸成铁块。从炉顶导出的煤气,经煤气净化系统处理后可作为燃料。为强化冶炼,除采用外燃式热风炉提高风温、加大风量或采用综合鼓风(包括喷吹燃料、富氧鼓风和脱湿鼓风)外,提高炉顶压力也能增加产量和降低焦碳消耗。新建的高炉广泛采用钟阀密封式或无料钟式高压炉顶。采用无料钟式高压炉顶后,炉顶高度和重量均可相应降低一半左右。高炉容积也达5500米3左右(日产生铁1万余吨)。高炉生产的大型化、连续化,要求有较高的机械化和自动化程度,须采用开、堵出铁口机和换风口机等配套高炉机械。炼钢平炉按结构形式可分为倾动式和固定式两种。倾动式平炉因熔炼室可前后倾动,具有操作灵活和分罐出钢的特点,但结构较复杂,故一般均采用固定式平炉。固定式平炉的特点与倾动式平炉相反。平炉熔炼范围一般为100~650吨。20世纪70年代开始采用埋入式氧枪,加大供氧强度,缩短了冶炼时间.炼钢转炉鼓入空气或工业纯氧,使氧气与液态铁水中的碳、硅、锰等元素氧化,以调整钢水的化学成分,并利用氧化时产生的热量来炼钢的设备。鼓入空气的转炉,因炼出的钢质量差,已较少应用。图2为转炉的外形及其配套机械。炼钢所需的造渣剂可从炉顶料仓卸下,经称量后通过密封料仓和流槽加入转炉内。整个转炉炉体由圆环形托圈支承,托圈两端的轴由轴承支承。托圈轴与传动机构联接后能使炉体绕轴线作360°回转,以适应转炉加料、出钢、出渣等工艺要求。转炉传动机构的结构形式有落地式、半悬挂式或全悬挂的多点啮合式等,以全悬挂的多点啮合式较为普遍。为了提高转炉炉座利用率,转炉炉体也可做成更换式的。 为了防止环境污染和节约能源,在冶炼时从转炉炉口逸出的、含有较多烟尘和大量CO高温炉气,经余热利用烟道生产蒸汽,又经过能回收CO和降低烟气含尘量的除尘系统,使烟气符合排放标准。转炉依氧气喷口在炉体的位置不同可分为顶吹、底吹和侧吹几种,但侧吹转炉应用较少。氧气顶吹转炉在炉口插入水冷氧枪(喷口)供工业纯氧,并以超音速气流喷入熔池进行搅拌和反应。吹转炉的容量已达400吨,并有更大型的转炉正在筹建中。底吹转炉的喷口设置在炉底,喷口数目可根据工艺要求而定。喷口型式有透气(或毛细管式)耐火砖和同心套管式两种。为延长同心套管式喷口寿命,套管之间的环缝可喷入碳氢化合物作为冷却介质,喷口也可在喷入氧气流时带入粉状造渣剂提前化渣去除硫、磷。底吹转炉较适用于高磷铁水的冶炼。顶吹转炉上结合底吹转炉的优点,将部分氧气或惰性气体从炉底喷入,便成为顶底复合吹炼的转炉,效果较好。为了适应氧化转炉快速操作和环境保护的要求,现代转炉还配有相应的装料、出钢、出渣、渣处理、烟气净化、污水处理和综合利用等配套设备,同时也采用计算机控制,以提高生产的经济效益。电弧炉利用电能通过石墨制的电极与金属炉料之间产生电弧所生成的热量进行熔化炉料。电弧炉由炉体、传动装置、供电系统和控制设备等组成。炉体结构依装料形式不同,可分为炉身开出式、炉盖旋转式和炉盖开出式几种。为了出钢方便,整个炉体可作前后倾动。电极的夹持和升降机构安装在炉体的侧面,为了调整电弧长度,升降机构能自动调节。为了提高钢的质量,常在炉底下部装设电磁搅拌器,使钢流按需要方向流动。电弧炉容量一般为10~360吨。为了提高生产能力和缩短熔炼时间,电弧炉正向超高功率方向发展。炉外精炼为提高钢液质量,可将炼钢炉初炼的钢液在炼钢炉外精炼。炉外精炼有真空脱气、钢包精炼、喷射冶金等方法。① 真空脱气:利用气相压力降低而使钢中溶解的气体析出。真空脱气有座包脱气法、滴流脱气法、提升除气(D-H)法、循环除气(R-H)法等。提升除气法和循环除气法应用较为普遍。提升除气法 是靠真空室和钢水罐的垂直往复相对运动,使钢液分批进入负压 66.6~133帕的真空室处理,小批量的钢液吞吐过程即为除气搅拌过程,处理容量约为钢水罐容量的1/12~1/6。提升除气法的真空室顶部装有电热装置,可减少钢液的温度降。在处理后期,可通过特殊的合金料罐加入铁合金。循环除气法 是将真空室下端的二根管子插入钢液中进行,先在左侧的上升管内导入少量氩气或其他惰性气体。气体经钢液高温加热而产生热膨胀,不断膨胀的向上流动的气体使钢液上升进入真空室而溅成微粒,从而获得充分除气,除气后的钢液沿右侧下降管流回钢水罐,使钢液在罐内充分搅拌。经循环除气后的钢液纯度高,温度和成分也较均匀。真空室可容钢量约为1~2吨。整个设备支承在平行的四联杆机构上,能在不同容量的钢水罐上工作。② 钢包精炼:将钢液电弧加热、真空脱气、吹氩或电磁搅拌、合金化、脱硫等多种工艺均移入钢包内进行的精炼方法。③ 喷射冶金:将粉状精炼剂,合金剂以流态化状态吹入钢液内部的精炼方法。主要设备有喷粉罐和可升降的喷枪架等。铸锭设备将钢液铸成坯锭的设备。铸锭分为钢锭模铸锭和连续铸锭两种工艺。连续铸锭能提高钢材成材率,降低能耗,简化传统的钢锭模铸锭的准备和脱模等工序,为钢铁工业的生产连续化创造条件。图7为连续铸锭的工艺流程和设备。设备的主要结构型式有立式、立弯式、弧式和水平式等,以弧式应用较为广泛。热状态下设备变形和防止漏钢是设备制造和操作中的关键环节。为了加快处理漏钢事故,关键设备应能迅速整体吊装更换。连续铸锭的发展趋向是:提高浇铸速度和设备利用率,快速变换结晶器的断面尺寸,用计算机控制提高连续浇铸能力等。有色金属的火法冶炼机械在高温条件下利用燃烧或电产生的热能,将矿石或精矿中的金属分离并提炼出来的机械。表列出主要的有色金属冶炼设备及其特点。此外尚有感应电炉、电弧炉、真空自耗电炉、电子束熔炼炉、等离子熔炼炉等,以及类似于电化学设备的电解熔炼槽和熔盐电解槽等。

【中国环保在线 应用方案】为贯彻《中华人民共和国环境保护法》《中华人民共和国大气污染防治法》,推动大气污染防治领域技术进步,满足污染治理对先进技术的需求,生态环境部编制并发布了2018年《国家先进污染防治技术目录(大气污染防治领域)》(生态环境部公告2018年第76号)(简称《目录》)。在生态环境部指导下,中国环境保护产业协会具体承担《目录》的项目筛选和编制工作。为便于各相关方使用《目录》,中国环保产业协会配套编制了《目录》典型应用案例,将陆续在微信平台上发布。所有案例均来自目录入选项目的申报材料,案例内容经业主单位和申报单位盖章确认。技术概要工艺路线转炉一次烟气经湿法洗涤除尘后进入湿式电除尘器除尘,形成湿法除尘与双电场湿式电除尘器串联形式的复合除尘系统。湿式电除尘极板上收集的粉尘经水冲洗后送至水处理厂处理。主要技术指标出口颗粒物浓度可<20mg/m3。技术特点湿法洗涤结合湿式电除尘,大幅提高转炉烟气除尘效率。适用范围钢铁行业转炉一次烟气除尘。工艺流程转炉一次烟气依次通过一文、重力脱水器、二文、双电场卧式电除尘器、风机。如果烟气中一氧化碳含量未达到20%,将通过烟囱排放到环境中,如果含量达到20%,将回收到煤气柜中。除尘系统有三条管道,即定期冲洗系统管道、连续雾化系统管道和污水回流系统管道。在出钢结束后,风机抽拉的烟气为环境空气,二文位置不再需要使用更多的浊环水,可以均出多余浊环水对极线极板进行冲洗,冲洗水通过灰斗流到下方的污水罐,然后,通过污水泵及污水管道送至污水处理厂处理。雾化水采用净环水,24h持续喷雾,具有调理烟气的作用。每个电场配有一台高压电源,高压电源的端子采用氮气吹扫密封。主要工艺运行和控制参数极距400mm,运行压力损失≤300Pa,设计电负荷250kW/kVA,运行电耗40kW,氮气消耗量200m3/h,采用加热器加热到100℃以上,送入瓷瓶。净环水(雾化水)2m3/h,24h使用。浊环水(冲洗水)35m3/h,每冶炼周期使用约4min。湿式电除尘器设计参数:入口颗粒物要求不高于300mg/m3,处理后的烟气颗粒物排放浓度低于30mg/m3。实际湿式电除尘器入口颗粒物浓度在120mg/m3~140mg/m3,高压电源一次电压控制在300V左右。

钢铁行业的生产有三个流程信阳专业转炉成套工程施工,即高炉转炉流程、电炉流程、特种熔炼。高炉、转炉流程称为长流程,生产的钢称为转炉钢,它是以铁矿(590, -14.50, -2.40%)石和焦炭(1872, -37.50, -1.96%)为主要原料冶炼成铁水,再由转炉冶炼成钢;电炉流程称为短流程,生产的钢称为电炉钢,它以废钢为主要原料冶炼成钢。1工艺技术的比较分析转炉流程和电炉流程是钢铁冶金行业两个主要流程,其在炼钢方面的主要差别在于:信阳专业转炉成套工程施工1) 所用主要钢铁料不同。转炉炼钢主要以铁水为主要原料,还有一般15%左右的废钢,近一年多时间,由于废钢价格低,吨钢利润较高为转炉炼钢用高比例的废钢消耗提供了条件,废钢消耗比例大幅提高,有的甚至高达40%,但存在转炉内热量不足的问题,解决转炉内热量问题是提高废钢比的关键;电炉炼钢主要以废钢为主要原料,还有铁水(生铁)、直接还原铁,脱碳粒铁、碳化铁及复合金属料等废钢替代品。2) 主要能源不同。转炉炼钢主要是铁水的物理热和化学热;电弧炉炼主要是电弧的物理热,废钢预热的物理热、加铁水带来的部分物理热和化学热。3) 主要操作目标不同。转炉炼钢是在给定的时间内完成脱碳、脱磷及温度控制的冶金操作,实现成份(碳、磷)及温度的命中;电炉炼钢是在全废钢的条件下,在给定的时间内完成废钢的升温、熔化和过热等,加铁水等废钢替代品的情况下,也有部分脱碳的要求。另外电弧炉炼钢可分别控制成分和温度。4) 工艺技术进步的方向不同。转炉炼钢主要是通过包括提高供氧强度的高效吹炼技术、碳及温度中率的全自动化吹炼技术、信阳专业转炉成套工程施工不倒炉出钢的快速出钢技术、采用炉外处理和铁水预处理减轻转炉冶金负荷等措施,实现转炉生产高效化;通过接近平衡的冶炼工艺、高效脱磷工艺、出钢挡渣技术,实现产品的洁净化,通过少渣冶炼与炉渣返回、使用合金元素熔融还原(Cr、Mn)矿、干法除尘用水减量化,煤气余热回收等技术,实现低成本及负能炼钢。电炉炼钢主要是通过强化供能(包括强化供电和辅助能源),采用“环境友好型” 废钢预热系统预热废钢和加铁水工艺,增加物理热和化学热;采用不开炉盖及出钢时仍能通电的连续冶炼技术,有效地减少非通电时间;50%左右或更高的大留钢量平熔池冶炼技术,减少冶炼过程电弧辐射对耐火材料的损害;降低电极消耗。以上技术的应用,缩短冶炼周期,实现高效化生产,降低吨钢能耗。5) 冶金质量方面的差异。钢中的残余元素(Cu、Ni、Mo、As、Sb、Bi、Sn)不同,电弧炉炼钢由于废钢多次循环使用,造成钢中残余元素含量高;钢中氮含量不同,电弧炉炼钢由于电弧区空气电离增氮及原料中氮含量高,造成钢中氮含量高。
【铝道网】近期废钢出口激增,中国废钢炼钢比长期低位徘徊,反映出中国废钢利用效率的低下,而随着中国废钢资源的快速增加,这一问题的解决已经迫在眉睫。究其根本,这是一个钢铁行业的结构性问题:2015年中国以废钢为主要原料的短流程电炉炼钢产量占比仅为6%,比世界平均水平低19%;而长流程高炉-转炉的炼钢产量占比却高达94%、比世界平均水平高21%。解决废钢问题,重点在于钢铁行业总量控制的前提下,长短流程“此消彼长”的再调整,“地条钢”的退出或许能为这一调整带来新的契机。随着中频炉的出清,废钢价格大幅下降,使得电炉相对于转炉更具经济效益,这增加了企业转向电炉的积极性,业内普遍呼吁政府应顺势引导钢铁企业产能指标交易,鼓励转炉通过产能置换发展短流程的电炉。我的钢铁网资讯总监徐向春告诉21世纪经济报道记者,从政策层面看,根据工信部产业〔2014〕296号文件《关于做好部分产能严重过剩行业产能置换工作的通知》,这种置换只要没有新增产能,是没有问题的

根据图纸尺寸将 C 型钢(或方通)用砂轮切割机截成合适要求的长度,然后焊接骨架。焊接工序使用交流弧焊机、E43 系列,为防止咬肉和焊头等缺陷,采用小电流及较小直径焊条(2.5-3.0mm)施焊。并使用辅助夹具和卡具,保证结构的几何尺寸的准确。钢骨架用水准仪配合钢丝线进行检测矫正。制作过程中应随时测量及矫正,变形要控制在允许范围之内。骨架和支托盘面焊接在一起,骨架制作可将骨架拼装焊接一部分,然后抬到支托盘上焊接牢固,也可直接在支托盘上拼装焊接,同一坡度方向的骨架应在一个面上。骨架制作安装好后,应清除骨架表面上尘土、铁屑、油污等。根据图纸要求,再补刷防锈漆,待防锈漆彻底干透后,然后再刷面漆及保护漆等。对于屋面的金属骨架,涂装一般采用手工刷涂和空气喷涂法两种。

